Anleitungen und Bauberichte zum Thema Metallmodellbau
|
NC-Indexer als dritte oder vierte CNC-Achse |
09.02.2012 |
 Kleine, numerisch gesteuerte Drehachsen, gar passend zum Maschinentisch handlicher
Hobbyfräsmaschinen, werden kaum angeboten. Gerade Modellbauer haben jedoch häufig
Bedarf, Fräsarbeiten im Teilverfahren zu erledigen, z.B. die Herstellung
anwendungsgerecht dimensionierter Zahnräder. Die Gravur zylindrischer Körper,
die rationelle Anfertigung von vorbildgetreuen Modellbauschrauben und -muttern, es gibt
viele Anwendungen. In Achims Eigenbau dient eine ER20 - Spannzangenaufnahme als angetriebene
Werkzeugspindel, das System lässt sich aber höchstwahrscheinlich auch gut nach oben
skalieren.
Kleine, numerisch gesteuerte Drehachsen, gar passend zum Maschinentisch handlicher
Hobbyfräsmaschinen, werden kaum angeboten. Gerade Modellbauer haben jedoch häufig
Bedarf, Fräsarbeiten im Teilverfahren zu erledigen, z.B. die Herstellung
anwendungsgerecht dimensionierter Zahnräder. Die Gravur zylindrischer Körper,
die rationelle Anfertigung von vorbildgetreuen Modellbauschrauben und -muttern, es gibt
viele Anwendungen. In Achims Eigenbau dient eine ER20 - Spannzangenaufnahme als angetriebene
Werkzeugspindel, das System lässt sich aber höchstwahrscheinlich auch gut nach oben
skalieren.
|
Eine kleine, aber feine Nockenschleifmaschine |
22.10.2010 |
 Die Herstellung winziger Nocken für kleine ventilgesteuerte Modellmotoren ist
nicht ganz so trivial. Um im Betrieb eine vernünftige Standzeit zu erreichen,
ist es erforderlich, gehärtetes Material zu verwenden, und da sich die realen
Steuerzeiten direkt von der Form des Nockens ableiten, wird Präzision gefragt.
Achims Nockenschleifvorrichtung besticht durch ein einfaches Konzept: Eine auf einem
Schwenkarm montierte Werkstückspindel führt das gehärtete Rohmaterial
vor einer rotierenden Schleifscheibe. Auf der Spindelachse bestimmt ein Masternocken
die jeweilige maximale Zustellung für jeden Punkt des sich kontinuierlich
drehenden Werkstücks. Der entsprechende Schleifdruck wird hierbei von einer
Zugfeder stets zuverlässig bereitgestellt.
Die Herstellung winziger Nocken für kleine ventilgesteuerte Modellmotoren ist
nicht ganz so trivial. Um im Betrieb eine vernünftige Standzeit zu erreichen,
ist es erforderlich, gehärtetes Material zu verwenden, und da sich die realen
Steuerzeiten direkt von der Form des Nockens ableiten, wird Präzision gefragt.
Achims Nockenschleifvorrichtung besticht durch ein einfaches Konzept: Eine auf einem
Schwenkarm montierte Werkstückspindel führt das gehärtete Rohmaterial
vor einer rotierenden Schleifscheibe. Auf der Spindelachse bestimmt ein Masternocken
die jeweilige maximale Zustellung für jeden Punkt des sich kontinuierlich
drehenden Werkstücks. Der entsprechende Schleifdruck wird hierbei von einer
Zugfeder stets zuverlässig bereitgestellt.
|
4,1 ccm Sleeve Valve Engine - was genau ist das? |
28.04.2010 |
 Kleine Modellmotoren gibt es viele, meist methanolbetriebene Zweitakter mit Glühzündung.
Nach einer Eigenkonstruktion vollständig selbst gefertigte Viertaktmotoren mit unter 5 ccm Hubraum
wohl nur wenige. Das Ganze eben nicht mit einer konventionellen Tellerventil-, sondern mit ungewöhnlicher
Rohrschiebersteuerung, im Modellmotoreneigenbau als Erstlingswerk? Ich sach nur - typisch Achim.
Dank Ölsumpf mit Druckumlaufschmierung eignet sich Normalbenzin als Betriebsstoff, die Zündung
wird wahlweise mechanisch über einen Unterbrecherkontakt, oder über einen elektronischen Hallgeber
gesteuert. Die gesamte Umsetzung war nicht ohne Tücken, aber schließlich von Erfolg gekrönt
und der Motor läuft und läuft und läuft zuverlässig in einem weiten Drehzahlbereich.
Kleine Modellmotoren gibt es viele, meist methanolbetriebene Zweitakter mit Glühzündung.
Nach einer Eigenkonstruktion vollständig selbst gefertigte Viertaktmotoren mit unter 5 ccm Hubraum
wohl nur wenige. Das Ganze eben nicht mit einer konventionellen Tellerventil-, sondern mit ungewöhnlicher
Rohrschiebersteuerung, im Modellmotoreneigenbau als Erstlingswerk? Ich sach nur - typisch Achim.
Dank Ölsumpf mit Druckumlaufschmierung eignet sich Normalbenzin als Betriebsstoff, die Zündung
wird wahlweise mechanisch über einen Unterbrecherkontakt, oder über einen elektronischen Hallgeber
gesteuert. Die gesamte Umsetzung war nicht ohne Tücken, aber schließlich von Erfolg gekrönt
und der Motor läuft und läuft und läuft zuverlässig in einem weiten Drehzahlbereich.
|
Mini-Bonelle II - Von der Schleifvorrichtung zur Universalschleifmaschine |
05.07.2009 |
 Die Vorschubgeschwindigkeiten beim Schleifen liegen mit über einem Meter pro Minute wesentlich höher,
als z.B. beim Fräsen, sonst wird der Wärmeeintrag ins Werkstück zu hoch. Der Umbau der x-Achse
eines KT90 Kreuztisches von Spindel- auf Zahnriemenantrieb gewährleistet einen genauen Tischvorschub
über den gesamten Verfahrweg mit nur knapp zwei Handradumdrehungen. Fein einstellbare Anschläge,
welche auf einer angeflanschten Prismenführung laufen, begrenzen den Schleifbereich präzise und mit
einem zweiten Werkzeugkopfträger ausgerüstet, zeigt sich Achims komplexe Apparatur hochflexibel
beim Schleifen feinster Werkzeuge und Werkstücke.
Die Vorschubgeschwindigkeiten beim Schleifen liegen mit über einem Meter pro Minute wesentlich höher,
als z.B. beim Fräsen, sonst wird der Wärmeeintrag ins Werkstück zu hoch. Der Umbau der x-Achse
eines KT90 Kreuztisches von Spindel- auf Zahnriemenantrieb gewährleistet einen genauen Tischvorschub
über den gesamten Verfahrweg mit nur knapp zwei Handradumdrehungen. Fein einstellbare Anschläge,
welche auf einer angeflanschten Prismenführung laufen, begrenzen den Schleifbereich präzise und mit
einem zweiten Werkzeugkopfträger ausgerüstet, zeigt sich Achims komplexe Apparatur hochflexibel
beim Schleifen feinster Werkzeuge und Werkstücke.
|
Kleinstkreissäge brauchbar machen |
05.05.2009/07.11.2007 |
 Kreissägen im Mikroformat sind für unterschiedliche Arbeiten im Modellbau geniale Werkzeuge. Leider fehlen in
der Regel wichtige Vorrichtungen, wie z. B. ein Schiebetisch, bzw. sie sind ungenügend genau und
stabil gefertigt. So nutzt ein Parallelanschlag, welcher nicht wirklich parallel ist, und eine Sägeblattaufnahme mit
Höhen- und Planschlag, sehr wenig. Umbau und Erweiterung einer PROXXON Tischkreissäge
liegen schon etwas zurück und kontrastieren hier die Entwicklung von Achims Arbeiten.
Kreissägen im Mikroformat sind für unterschiedliche Arbeiten im Modellbau geniale Werkzeuge. Leider fehlen in
der Regel wichtige Vorrichtungen, wie z. B. ein Schiebetisch, bzw. sie sind ungenügend genau und
stabil gefertigt. So nutzt ein Parallelanschlag, welcher nicht wirklich parallel ist, und eine Sägeblattaufnahme mit
Höhen- und Planschlag, sehr wenig. Umbau und Erweiterung einer PROXXON Tischkreissäge
liegen schon etwas zurück und kontrastieren hier die Entwicklung von Achims Arbeiten.
|
Phase II, oder die Mini-Bonelle |
01.04.2009 |
 Quorn und Bonelle heißen sie, die großen Vorbilder für Achims Eigenkonstruktion einer
Universal-Werkzeugschleifmaschine.
Schnuckelig ist sie geworden, man kann sie bei Bedarf ins Regal räumen, leistungsfähig und
ausgesprochen vielseitig. Die Bauart besticht durch ein ausgeklügeltes System von vier kombinierten
Schwenk- und Drehachsen, die allesamt eine niedrige Bauhöhe und, damit verbunden, eine hohe
Festigkeit ergeben. Ein direkt unter der Spindel der Werkstückaufnahme integrierter Miniatur-Kreuzsupport
ermöglicht präzise, je nach Aufgabenstellung für einen Hinterschliff erforderliche,
Offseteinstellungen der Hauptschwenkachse.
Quorn und Bonelle heißen sie, die großen Vorbilder für Achims Eigenkonstruktion einer
Universal-Werkzeugschleifmaschine.
Schnuckelig ist sie geworden, man kann sie bei Bedarf ins Regal räumen, leistungsfähig und
ausgesprochen vielseitig. Die Bauart besticht durch ein ausgeklügeltes System von vier kombinierten
Schwenk- und Drehachsen, die allesamt eine niedrige Bauhöhe und, damit verbunden, eine hohe
Festigkeit ergeben. Ein direkt unter der Spindel der Werkstückaufnahme integrierter Miniatur-Kreuzsupport
ermöglicht präzise, je nach Aufgabenstellung für einen Hinterschliff erforderliche,
Offseteinstellungen der Hauptschwenkachse.
|
Ein HO-Rollenprüfstand für die Modelleisenbahn |
28.03.2009 |
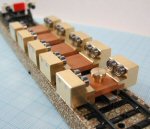 Es klingt trivialer, als es ist. Der Eigenbau eines geeigneten Rollenprüfstandes für HO-Lokomotiven
erfordert hohe Präzision, denn nur wenn die Spurweite und die variablen Achsabstände auf wenige
hundertstel mm stimmen, lassen sich damit Modelle prüfen. Einmal gebaut, lässt sich Achims edles
Werkzeug nicht nur zur Wartung und zur Fehlersuche verwenden, sondern es lassen sich damit bequem z. B.
Langzeittests bei hohen Geschwindigkeiten mit Strom- und Spannungsmessung durchführen.
Es klingt trivialer, als es ist. Der Eigenbau eines geeigneten Rollenprüfstandes für HO-Lokomotiven
erfordert hohe Präzision, denn nur wenn die Spurweite und die variablen Achsabstände auf wenige
hundertstel mm stimmen, lassen sich damit Modelle prüfen. Einmal gebaut, lässt sich Achims edles
Werkzeug nicht nur zur Wartung und zur Fehlersuche verwenden, sondern es lassen sich damit bequem z. B.
Langzeittests bei hohen Geschwindigkeiten mit Strom- und Spannungsmessung durchführen.
|
Rund ums Bohrerschleifen |
24.12.2008 |
 Um saubere, maßhaltige Bohrungen herzustellen, benötigt man scharfe Bohrer. Nur wenn die
Schneidengeometrie genau stimmt und die beiden Hauptschneiden eines Wendelbohres symmetrisch sind, wird eine
Bohrung gerade verlaufen. Auch beim Einsatz von billigen Bohrern kann es sehr lohnend sein sie schnell wieder
einsatzfähig machen zu können, besonders Samstagabends. Doch wie entsteht der nötige Hinterschliff? Mit einer
simplen Vorrichtung lassen sich Wendelbohrer ab 0,5 mm perfekt in Form schleifen, wie hier der Achim zeigt.
Um saubere, maßhaltige Bohrungen herzustellen, benötigt man scharfe Bohrer. Nur wenn die
Schneidengeometrie genau stimmt und die beiden Hauptschneiden eines Wendelbohres symmetrisch sind, wird eine
Bohrung gerade verlaufen. Auch beim Einsatz von billigen Bohrern kann es sehr lohnend sein sie schnell wieder
einsatzfähig machen zu können, besonders Samstagabends. Doch wie entsteht der nötige Hinterschliff? Mit einer
simplen Vorrichtung lassen sich Wendelbohrer ab 0,5 mm perfekt in Form schleifen, wie hier der Achim zeigt.
|
Kleinserienunterstützung für Dreharbeiten |
18.12.2008 |
 Es muss nicht immer gleich eine Serienproduktion sein - mehrere Werkstücke auf exakt gleiche Länge
abzudrehen, z.B. beim Anfertigen von einfachen Distanzhülsen, ist ohne Hilfsmittel doch recht aufwändig.
Ein leicht verstellbarer Spindelanschlag kann hier gute Dienste leisten. Zur Fixierung des Anschlages in der
Hohlspindel verwendet Achim eine koaxiale Doppelspannzange, welche sich an ihrer Außenseite an der
Spindel-Innenwand abdrückt und mit ihrer Bohrung eine Welle als Anschlag trägt. Dieses System
lässt sich rasch montieren, genau einstellen und für alle Größen anfertigen.
Es muss nicht immer gleich eine Serienproduktion sein - mehrere Werkstücke auf exakt gleiche Länge
abzudrehen, z.B. beim Anfertigen von einfachen Distanzhülsen, ist ohne Hilfsmittel doch recht aufwändig.
Ein leicht verstellbarer Spindelanschlag kann hier gute Dienste leisten. Zur Fixierung des Anschlages in der
Hohlspindel verwendet Achim eine koaxiale Doppelspannzange, welche sich an ihrer Außenseite an der
Spindel-Innenwand abdrückt und mit ihrer Bohrung eine Welle als Anschlag trägt. Dieses System
lässt sich rasch montieren, genau einstellen und für alle Größen anfertigen.
|
Der letzte Schliff |
10.12.2008 |
 "Eine Passung, die nicht geschliffen ist, ist keine Passung" Diese Plattheit ist wohl übertrieben, professionelle
Schleifmaschinen haben dennoch ihre Daseinsberechtigung. Schwer und präzise müssen sie sein,
sonst wird das nichts mit einem guten Schliffbild. Eine feine und brauchbare Präzisionsrundschleifmaschine, die
legendäre Myford MG12, soll hier vorgestellt werden.
"Eine Passung, die nicht geschliffen ist, ist keine Passung" Diese Plattheit ist wohl übertrieben, professionelle
Schleifmaschinen haben dennoch ihre Daseinsberechtigung. Schwer und präzise müssen sie sein,
sonst wird das nichts mit einem guten Schliffbild. Eine feine und brauchbare Präzisionsrundschleifmaschine, die
legendäre Myford MG12, soll hier vorgestellt werden.
|
Stabilisierungshilfe und Mini-Gewinden mit System |
08.12.2008 |
 Drehmaschinchen für´s Hobby und deren Zubehör müssen vor allen Dingen eines sein:
bezahlbar. Es bleibt wenig Raum für aufwendige Ausführungen. Der Schnellwechselhalter
von PROXXON kann mit einer verbesserten Aufnahme sehr viel stabiler befestigt werden, als in der
Werksausführung.
Drehmaschinchen für´s Hobby und deren Zubehör müssen vor allen Dingen eines sein:
bezahlbar. Es bleibt wenig Raum für aufwendige Ausführungen. Der Schnellwechselhalter
von PROXXON kann mit einer verbesserten Aufnahme sehr viel stabiler befestigt werden, als in der
Werksausführung.
Beim Koordinatenbohren steht die Spindelachse perfekt über dem Bohrloch. Nun soll ein Gewinde
eingebracht werden, aber wie? Spannt man den Gewindebohrer in die Spindel, zieht die Rückstellfeder
der Pinole so stark nach oben, dass kleine Gewindebohrer gerne abreißen. Achims durchdachtes
Ausgleichsfutter schafft hier Abhilfe und lässt sich, auch für größere Maßstäbe,
leicht selbst bauen.
|
WSP Werkzeuge für die Uhrmacherdrehmaschine |
18.10.2008 |
 Wendeschneideplatten auf einer kleinen Drehmaschine? Oft kann man lesen "...auf unseren Hobbymaschinen geht
das sowieso nicht...". Dass das nicht nur sehr gut geht, sondern sich auch in der Praxis bewährt auf
Hobbydrehmaschinen von Rotwerk, Proxxon und Konsorten, die enormen Vorteile von Wendeschneideplatten zu
nutzen, zeigt der Achim auf einer Uhrmacherdrehmaschine. Er beschreibt die Anfertigung von verschiedenen
kleinen Wendeschneideplattenhaltern für CCMT bzw. CCGT und hochpositiven ALX WSP, sowie von einem
speziellen Halter für kleine HSS Abstechklingen.
Wendeschneideplatten auf einer kleinen Drehmaschine? Oft kann man lesen "...auf unseren Hobbymaschinen geht
das sowieso nicht...". Dass das nicht nur sehr gut geht, sondern sich auch in der Praxis bewährt auf
Hobbydrehmaschinen von Rotwerk, Proxxon und Konsorten, die enormen Vorteile von Wendeschneideplatten zu
nutzen, zeigt der Achim auf einer Uhrmacherdrehmaschine. Er beschreibt die Anfertigung von verschiedenen
kleinen Wendeschneideplattenhaltern für CCMT bzw. CCGT und hochpositiven ALX WSP, sowie von einem
speziellen Halter für kleine HSS Abstechklingen.
|
Zahn oder Schnecke? |
31.07.2008 |
 Zahnräder oder gar ein Schneckenrad anzufertigen, gehört schon zu den höheren Weihen im
Modellbau. Die Herstellung von Standardzahnrädern lohnt kaum. Was jedoch, wenn man z.B. ein Zahnrad
sehr weit ausdrehen möchte, um eine dicke Spannzangenaufnahme als Drehachse zu verwenden? Auf den
Zähnen spannen? Und wo bekommt man Schneckenräder mit sinnvollen Teilungen?
Handelsübliche Modulscheibenfräser sind leider recht teuer und taugen jeweils nur für einen
beschränkten Zähnezahlbereich. Der Achim zeigt hier eine praktikable Alternative, den sogenannten
Gear-Hobber. Mit diesem einfach selbst herzustellenden Fräswerkzeug lassen sich Zahn- und
Schneckenräder individuell und preiswert anfertigen. Für jedes Modul wird nur ein Werkzeug benötigt.
Zahnräder oder gar ein Schneckenrad anzufertigen, gehört schon zu den höheren Weihen im
Modellbau. Die Herstellung von Standardzahnrädern lohnt kaum. Was jedoch, wenn man z.B. ein Zahnrad
sehr weit ausdrehen möchte, um eine dicke Spannzangenaufnahme als Drehachse zu verwenden? Auf den
Zähnen spannen? Und wo bekommt man Schneckenräder mit sinnvollen Teilungen?
Handelsübliche Modulscheibenfräser sind leider recht teuer und taugen jeweils nur für einen
beschränkten Zähnezahlbereich. Der Achim zeigt hier eine praktikable Alternative, den sogenannten
Gear-Hobber. Mit diesem einfach selbst herzustellenden Fräswerkzeug lassen sich Zahn- und
Schneckenräder individuell und preiswert anfertigen. Für jedes Modul wird nur ein Werkzeug benötigt.
|
Pimp den China-Drill |
14.07.2008 |
 Die billigen Säulenbohrmaschinen chinesischer Fertigung sind für unser Hobby Metallbau gar nicht
so schlecht, wenn man sie denn etwas verbessert. Beim Bohren ist es wichtig, dass die Bohrung möglichst
spielfrei und senkrecht zum eingespannten Werkstück erfolgen kann, und dass man weiß, wie tief man
bohrt. Die Auswahl der Tischbohrmaschine im Baumarkt sollte also sorgfältig erfolgen. Problematisch ist die
wackelige Motoraufhängung der Chinaware, diese lässt sich jedoch leicht durch etwas Stabiles ersetzen.
Das Nachrüsten mit einem Tiefenanschlag und einem geeigneten Messmittel kann man in Ruhe in der
Hobbywerkstatt erledigen, wie es hier der Achim zeigt.
Die billigen Säulenbohrmaschinen chinesischer Fertigung sind für unser Hobby Metallbau gar nicht
so schlecht, wenn man sie denn etwas verbessert. Beim Bohren ist es wichtig, dass die Bohrung möglichst
spielfrei und senkrecht zum eingespannten Werkstück erfolgen kann, und dass man weiß, wie tief man
bohrt. Die Auswahl der Tischbohrmaschine im Baumarkt sollte also sorgfältig erfolgen. Problematisch ist die
wackelige Motoraufhängung der Chinaware, diese lässt sich jedoch leicht durch etwas Stabiles ersetzen.
Das Nachrüsten mit einem Tiefenanschlag und einem geeigneten Messmittel kann man in Ruhe in der
Hobbywerkstatt erledigen, wie es hier der Achim zeigt.
|
Die Drehmaschine als Bohrständer |
04.06.2008 |
 Das Einbringen radialer Bohrungen in ein Drehteil erfordert auf der Fräsmaschine einen enormen Aufwand
zur exakten Positionierung des Werkstücks. Spannt man eine angetriebene Bohr- und Frässpindel in
den Werkzeughalter der Drehmaschine, kann das Werkstück eingespannt bleiben, und die
Rundlaufgenauigkeit bleibt erhalten. Mit Achims asymmetrisch aufgebauter Werkzeugkassette für den
Schnellwechselhalter, lässt sich so eine Minibohrmaschine ausgesprochen vielseitig positionieren und
verfahren.
Das Einbringen radialer Bohrungen in ein Drehteil erfordert auf der Fräsmaschine einen enormen Aufwand
zur exakten Positionierung des Werkstücks. Spannt man eine angetriebene Bohr- und Frässpindel in
den Werkzeughalter der Drehmaschine, kann das Werkstück eingespannt bleiben, und die
Rundlaufgenauigkeit bleibt erhalten. Mit Achims asymmetrisch aufgebauter Werkzeugkassette für den
Schnellwechselhalter, lässt sich so eine Minibohrmaschine ausgesprochen vielseitig positionieren und
verfahren.
|
Universalspindel die Zweite, oder es geht auch flüsterleise und kompakt |
27.05.2008 |
 Als erfreulich leistungsfähig hat sich Achims neuer Eigenbau einer kleinen Bohr- und Frässpindel
erwiesen. Laufruhig und vibrationsfrei über den gesamten Drehzahlbereich bis 12.000 Umdrehungen pro
Minute, eignet sie sich auch sehr gut zur Bearbeitung von Stahl. Eine ER11-Spannzangenaufnahme
mit Zylinderschaft, direkt als Spindelachse, führt zu einer hohen Rundlaufgenauigkeit, und lässt ein
stabiles Spannen von Werkzeugen bis 7 mm zu. Platzsparend und sehr praktisch ist die Klemmaufnahme des
Glockenankermotors mittels eines Excenterrings gelöst, mit welchem sich die Riemenspannung der
verwendeten MXL-Zahnriemen einfach, aber sehr genau und feinfühlig, justieren lässt.
Als erfreulich leistungsfähig hat sich Achims neuer Eigenbau einer kleinen Bohr- und Frässpindel
erwiesen. Laufruhig und vibrationsfrei über den gesamten Drehzahlbereich bis 12.000 Umdrehungen pro
Minute, eignet sie sich auch sehr gut zur Bearbeitung von Stahl. Eine ER11-Spannzangenaufnahme
mit Zylinderschaft, direkt als Spindelachse, führt zu einer hohen Rundlaufgenauigkeit, und lässt ein
stabiles Spannen von Werkzeugen bis 7 mm zu. Platzsparend und sehr praktisch ist die Klemmaufnahme des
Glockenankermotors mittels eines Excenterrings gelöst, mit welchem sich die Riemenspannung der
verwendeten MXL-Zahnriemen einfach, aber sehr genau und feinfühlig, justieren lässt.
|
Zugspannzangen auf der Drehmaschine einsetzen |
29.04.2008 |
 Wo es möglich ist, Spannzangen zu verwenden, hat Vorteile, auch auf der Drehmaschine. Für kleine
Werkstücke ist ein ausgezeichneter Rundlauf reproduzierbar garantiert, die Werkstückspannung ist
enorm und da das Werkstück quasi innerhalb der Drehmaschinenspindel gespannt wird, ergeben sich sehr
günstige Hebelverhältnisse der Zerspanungskräfte. Der Achim beschreibt hier die
Vorgehensweise bei Herstellung einer W12 Zugspannzangenaufnahme mit MK2 Morsekegel.
Wo es möglich ist, Spannzangen zu verwenden, hat Vorteile, auch auf der Drehmaschine. Für kleine
Werkstücke ist ein ausgezeichneter Rundlauf reproduzierbar garantiert, die Werkstückspannung ist
enorm und da das Werkstück quasi innerhalb der Drehmaschinenspindel gespannt wird, ergeben sich sehr
günstige Hebelverhältnisse der Zerspanungskräfte. Der Achim beschreibt hier die
Vorgehensweise bei Herstellung einer W12 Zugspannzangenaufnahme mit MK2 Morsekegel.
|
Eine Kleinfräsmaschine, oder Zerspanung auf dem Desktop |
24.04.2008 |
 Für feinmechanische Fräs- und Bohrarbeiten, wie sie im Modellbau häufig vorkommen, ist eine
handliche Tischfräse sehr praktisch. Mit einem Gesamtgewicht von nur etwa 12 Kg, lässt sich so eine
Mini-Fräsmaschine nicht nur auf dem Schreib- oder Küchentisch aufstellen, sie ist auch fix weggeräumt.
Metaller, die im Wohnbereich mit Ehefrau ihrem Hobby frönen, wissen das zu schätzen. Es ist aber auch
gemütlicher, kleine präzise Arbeiten, bei denen man sich stark konzentrieren muss, im Sitzen
erledigen zu können. Als preiswerter Einstieg in die Metallbearbeitung, lohnt sich der Eigenbau einer
Tischfräse, wie ihn hier der Achim zeigt.
Für feinmechanische Fräs- und Bohrarbeiten, wie sie im Modellbau häufig vorkommen, ist eine
handliche Tischfräse sehr praktisch. Mit einem Gesamtgewicht von nur etwa 12 Kg, lässt sich so eine
Mini-Fräsmaschine nicht nur auf dem Schreib- oder Küchentisch aufstellen, sie ist auch fix weggeräumt.
Metaller, die im Wohnbereich mit Ehefrau ihrem Hobby frönen, wissen das zu schätzen. Es ist aber auch
gemütlicher, kleine präzise Arbeiten, bei denen man sich stark konzentrieren muss, im Sitzen
erledigen zu können. Als preiswerter Einstieg in die Metallbearbeitung, lohnt sich der Eigenbau einer
Tischfräse, wie ihn hier der Achim zeigt.
|
Neue Handräder für die Proxxon PD360 Drehmaschine |
02.04.2008 |
 Die Handräder an unseren Dreh- und Fräsmaschinen bilden sozusagen die Userschnittstelle. Was dem
Fernfahrer sein Lenkrad, der Notärztin ihr Defibrillator und dem Dirigenten sein Taktstock, ist für uns das
Handrad. Wenn es gut ist, drehen wir daran leicht und gefühlvoll. Vor allen Dingen aber, positionieren wir im
spanabhebenden Verfahren, Werkstück oder Werkzeug exakt dahin, wo es hin soll. Es gibt viele
Parameter, die unser Wirken an Werkzeugmaschinen bestimmen, aber das Handrad determiniert unsere
Möglichkeiten ebenso, wie z.B. die Lenkung eines Rennwagens. Größe und Masse des
Handrades selbst müssen stimmen. Daneben ist es unabdingbar, den Skalenring gut einstellen und ablesen
zu können. Wie man seine Proxxon-Drehe und andere Maschinen sinnvoll tunen kann, zeigt hier der Achim.
Die Handräder an unseren Dreh- und Fräsmaschinen bilden sozusagen die Userschnittstelle. Was dem
Fernfahrer sein Lenkrad, der Notärztin ihr Defibrillator und dem Dirigenten sein Taktstock, ist für uns das
Handrad. Wenn es gut ist, drehen wir daran leicht und gefühlvoll. Vor allen Dingen aber, positionieren wir im
spanabhebenden Verfahren, Werkstück oder Werkzeug exakt dahin, wo es hin soll. Es gibt viele
Parameter, die unser Wirken an Werkzeugmaschinen bestimmen, aber das Handrad determiniert unsere
Möglichkeiten ebenso, wie z.B. die Lenkung eines Rennwagens. Größe und Masse des
Handrades selbst müssen stimmen. Daneben ist es unabdingbar, den Skalenring gut einstellen und ablesen
zu können. Wie man seine Proxxon-Drehe und andere Maschinen sinnvoll tunen kann, zeigt hier der Achim.
|
Komfortabel schleifen lohnt sich |
18.03.2008 |
 Ein richtiger Dreher macht seine Maniküre am 500 Watt Schleifbock - frei Hand versteht sich. Wer Metallbearbeitung
als Hobby betreibt, braucht Möglichkeiten Schleifarbeiten, zum Beispiel zum Schleifen von Drehmeißeln,
präzise und reproduzierbar auszuführen. Einem Drehling exakt die gewünschten Winkel einzuschleifen
ist ohne eine geeignete Vorrichtung schwierig. Um gerade Flächen zu erzeugen, muss man seitlich an der
Planfläche der Schleifscheibe arbeiten. Wie man einen idealen Schleiftisch mit Winkelskala, dessen Drehachse sich
in der Oberfläche der Tischauflage befindet, leicht selbst bauen kann, zeigt hier der Achim. Und Drehwerkzeuge
mit den genau zur Aufgabenstellung und zum Werkstoff passenden Spitz-, Frei- und Spanwinkeln lohnen sich allemal.
Ein richtiger Dreher macht seine Maniküre am 500 Watt Schleifbock - frei Hand versteht sich. Wer Metallbearbeitung
als Hobby betreibt, braucht Möglichkeiten Schleifarbeiten, zum Beispiel zum Schleifen von Drehmeißeln,
präzise und reproduzierbar auszuführen. Einem Drehling exakt die gewünschten Winkel einzuschleifen
ist ohne eine geeignete Vorrichtung schwierig. Um gerade Flächen zu erzeugen, muss man seitlich an der
Planfläche der Schleifscheibe arbeiten. Wie man einen idealen Schleiftisch mit Winkelskala, dessen Drehachse sich
in der Oberfläche der Tischauflage befindet, leicht selbst bauen kann, zeigt hier der Achim. Und Drehwerkzeuge
mit den genau zur Aufgabenstellung und zum Werkstoff passenden Spitz-, Frei- und Spanwinkeln lohnen sich allemal.
|
Einen HSS Ausdrehstahl für den Bohrkopf selbst schleifen |
03.03.2008 |
 Die Herstellung eines Ausdrehstahls aus einem HSS-Drehling ist gar nicht schwierig. Der Achim zeigt hier wie man´s
macht und auf welche Winkel es ankommt. Mit einem interessanten Verfahren und unter Zuhilfenahme eines
Akkuschraubers wird der Schaft konisch geschliffen. Abgesehen von der Ersparnis, so ein Ausdrehstahl ist eben
viel teurer als ein HSS-Rohling, muss man spätestens beim Nachschleifen wissen wie es geht.
Die Herstellung eines Ausdrehstahls aus einem HSS-Drehling ist gar nicht schwierig. Der Achim zeigt hier wie man´s
macht und auf welche Winkel es ankommt. Mit einem interessanten Verfahren und unter Zuhilfenahme eines
Akkuschraubers wird der Schaft konisch geschliffen. Abgesehen von der Ersparnis, so ein Ausdrehstahl ist eben
viel teurer als ein HSS-Rohling, muss man spätestens beim Nachschleifen wissen wie es geht.
|
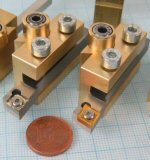
Ein Drehstahlhalter mit Wechselkassetten |
15.02.2008 |
 Das schnelle Wechseln von Drehstählen ist bei vielen unserer kleinen Hobbydrehmaschinen nicht vorgesehen.
In der Größenordnung von Uhrmacherdrehmaschinen sind bezahlbare Fertigprodukte kaum
erhältlich. Achims sehr praktischer Schnellwechselstahlhalter lädt zum preiswerten Nachbau, auch
größer und aus Werkzeugstahl gefertigt, ein.
Das schnelle Wechseln von Drehstählen ist bei vielen unserer kleinen Hobbydrehmaschinen nicht vorgesehen.
In der Größenordnung von Uhrmacherdrehmaschinen sind bezahlbare Fertigprodukte kaum
erhältlich. Achims sehr praktischer Schnellwechselstahlhalter lädt zum preiswerten Nachbau, auch
größer und aus Werkzeugstahl gefertigt, ein.
|
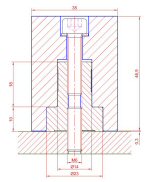
Zwei kleine Universalfrässpindeln |
02.02.2008 |
 Kleine, kompakte Spindeln eignen sich hervorragend für präzise Fräs- und Bohrarbeiten im
Miniaturmaßstab. Zum einen reicht schon ein Bohrständer für die normale Bohrmaschine aus, um eine
solche Minifrässpindel einzuspannen, senkrecht zu führen und genau zu bohren. Hat man dann noch
einen kleinen Kreuztisch zur Hand, lassen sich bereits modellbaugerechte Fräsarbeiten damit erledigen.
Mit einer simplen Spannvorrichtung im Drehstahlhalter der Drehmaschine gespannt, können z.B. perfekte
Bohrbilder und Schleifarbeiten axial und radial gefertigt werden. Wie man sich kleine Universalspindeln selbst
anfertigen kann und eine Zeichnung mit den wichtigsten Maßen, zeigt hier der Achim.
Kleine, kompakte Spindeln eignen sich hervorragend für präzise Fräs- und Bohrarbeiten im
Miniaturmaßstab. Zum einen reicht schon ein Bohrständer für die normale Bohrmaschine aus, um eine
solche Minifrässpindel einzuspannen, senkrecht zu führen und genau zu bohren. Hat man dann noch
einen kleinen Kreuztisch zur Hand, lassen sich bereits modellbaugerechte Fräsarbeiten damit erledigen.
Mit einer simplen Spannvorrichtung im Drehstahlhalter der Drehmaschine gespannt, können z.B. perfekte
Bohrbilder und Schleifarbeiten axial und radial gefertigt werden. Wie man sich kleine Universalspindeln selbst
anfertigen kann und eine Zeichnung mit den wichtigsten Maßen, zeigt hier der Achim.
|
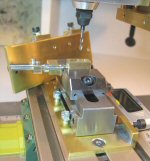
Teilen auf der Drehmaschine |
27.01.2008 |
 Die Drehmaschine bietet mit ihrer Hauptspindel eine äußerst präzise und stabile Möglichkeit
Werkstücke aufzuspannen. Um den richtigen Winkel gedreht und fixiert, kann die Drehspindel hervorragend
als Teilmechanismus genutzt werden. Zur genauen Winkelteilung kann ein, an der Spindel angebrachtes, Zahnrad
dienen. Der Achim zeigt hier, unter anderem, wie er die Schwalbenschwänze in die Kassetten eingefräst hat.
Diese sehr nützliche Vorrichtung lässt sich leicht und mit minimalem Kostenaufwand verbunden,
für die meisten Drehmaschinen selbst herstellen.
Die Drehmaschine bietet mit ihrer Hauptspindel eine äußerst präzise und stabile Möglichkeit
Werkstücke aufzuspannen. Um den richtigen Winkel gedreht und fixiert, kann die Drehspindel hervorragend
als Teilmechanismus genutzt werden. Zur genauen Winkelteilung kann ein, an der Spindel angebrachtes, Zahnrad
dienen. Der Achim zeigt hier, unter anderem, wie er die Schwalbenschwänze in die Kassetten eingefräst hat.
Diese sehr nützliche Vorrichtung lässt sich leicht und mit minimalem Kostenaufwand verbunden,
für die meisten Drehmaschinen selbst herstellen.
|
Umbauten der Optimum 180/300 |
15.12.2007 |
 In vier Streichen erzählt und zeigt der Martin, wie er seine OPTI D 180 X 300 VARIO Hobby-Drehmaschine
umgebaut und durch den Eigenbau von nützlichen Vorrichtungen erweitert hat. Um ein front mount Drehfutter
mit unabhängigen Backen montieren zu können, wurde der vorhandene Futterflansch für das
Dreibackenfutter an das neue Drehfutter angepasst. Ein zweiter Stahlhalter wurde hinten auf dem Support montiert.
Da die Maschine ja kein Wendegetriebe hat, hat er ein ebensolches kurzerhand konstruiert und selbst gebaut.
Der Eigenbau eines Schnellwechselhalters, in den die preiswerten Stahlhalter von Proxxon für die PD400 passen,
war vorerst der letzte Streich.
In vier Streichen erzählt und zeigt der Martin, wie er seine OPTI D 180 X 300 VARIO Hobby-Drehmaschine
umgebaut und durch den Eigenbau von nützlichen Vorrichtungen erweitert hat. Um ein front mount Drehfutter
mit unabhängigen Backen montieren zu können, wurde der vorhandene Futterflansch für das
Dreibackenfutter an das neue Drehfutter angepasst. Ein zweiter Stahlhalter wurde hinten auf dem Support montiert.
Da die Maschine ja kein Wendegetriebe hat, hat er ein ebensolches kurzerhand konstruiert und selbst gebaut.
Der Eigenbau eines Schnellwechselhalters, in den die preiswerten Stahlhalter von Proxxon für die PD400 passen,
war vorerst der letzte Streich.
|
Mini-Maschinen brauchen Mini-Werkzeuge |
15.10.2007 |
 Die Herstellung eines kleinen Ausdreh- bzw. Bohrkopfes zahlt sich aus. Spätestens, wenn ein Werkstück
zu groß ist, um im Vierbackenfutter der Hobby-Drehmaschine exzentrisch gespannt
werden zu können, benötigt man ein Werkzeug, mit welchem man z.B. H7-Passungen einbringen kann.
Auch lässt sich auf dem Kreuztisch der Fräsmaschine viel einfacher ein exaktes Bohrbild nach Koordinaten
herstellen, als auf der Planscheibe der Drehmaschine. Mit dem hier vom Achim vorgestellten Ausdrehwerkzeug ist man
hochflexibel und kann Bohrungen, Senkungen und Ausdrehungen bis zu einem Durchmesser von 30 mm perfekt
fertigen. Die Herstellung und Anwendung von weiteren Werkzeugen, wie z.B. einer kleinen Sägevorrichtung,
ergänzen diesen Beitrag.
Die Herstellung eines kleinen Ausdreh- bzw. Bohrkopfes zahlt sich aus. Spätestens, wenn ein Werkstück
zu groß ist, um im Vierbackenfutter der Hobby-Drehmaschine exzentrisch gespannt
werden zu können, benötigt man ein Werkzeug, mit welchem man z.B. H7-Passungen einbringen kann.
Auch lässt sich auf dem Kreuztisch der Fräsmaschine viel einfacher ein exaktes Bohrbild nach Koordinaten
herstellen, als auf der Planscheibe der Drehmaschine. Mit dem hier vom Achim vorgestellten Ausdrehwerkzeug ist man
hochflexibel und kann Bohrungen, Senkungen und Ausdrehungen bis zu einem Durchmesser von 30 mm perfekt
fertigen. Die Herstellung und Anwendung von weiteren Werkzeugen, wie z.B. einer kleinen Sägevorrichtung,
ergänzen diesen Beitrag.
|
Mal ohne Digis |
15.07.2007 |
 Die Umstellung von Achims kleinen Schaublin Drehmaschine, von einer Hebelausführung für Obersupport
und Planschlitten auf einen normalen Kurbelsupport, hat sich gelohnt. Mit einem einfachen Aluminiumprofil kann eine
Messuhr bequem an der richtigen Stelle positioniert werden und ermöglicht es, sehr präzise
Dreharbeiten auszuführen. Der Hebelsupport ist baugleich mit dem normalen, es fehlten nur die
Vorschubspindeln mit deren Lagerungen.
Die Umstellung von Achims kleinen Schaublin Drehmaschine, von einer Hebelausführung für Obersupport
und Planschlitten auf einen normalen Kurbelsupport, hat sich gelohnt. Mit einem einfachen Aluminiumprofil kann eine
Messuhr bequem an der richtigen Stelle positioniert werden und ermöglicht es, sehr präzise
Dreharbeiten auszuführen. Der Hebelsupport ist baugleich mit dem normalen, es fehlten nur die
Vorschubspindeln mit deren Lagerungen.
|
Wo bitte geht´s zur Mitte? |
01.07.2007 |
 Der Bau einer Zentrierhilfe für eine Kleinfräse schafft Hilfe bei Platzproblemen, insbesondere
wenn Messuhr oder Puppitaster, selbst in kleinster Bauform, für den Aufbau zu hoch auftragen
würden. Mit dem hier vorgestellten Mini-Mittenfinder, lässt sich ebendiese sicher durch
Sukzessive Approximation ermitteln. Gerade die exakte Aufspannung des Werkstücks auf dem Kreuztisch der
Fräsmaschine, nach einem unvermeidbaren Ausspannen, ist wichtig. Die genaue Ausrichtung einer im Stahlhalter
gespannten Bohr- und Frässpindel auf die Spindelachsenmitte der Drehmaschine, ist weiteres typisches
Anwendungsgebiet für dieses selbst zu bauende Messwerkzeug.
Der Bau einer Zentrierhilfe für eine Kleinfräse schafft Hilfe bei Platzproblemen, insbesondere
wenn Messuhr oder Puppitaster, selbst in kleinster Bauform, für den Aufbau zu hoch auftragen
würden. Mit dem hier vorgestellten Mini-Mittenfinder, lässt sich ebendiese sicher durch
Sukzessive Approximation ermitteln. Gerade die exakte Aufspannung des Werkstücks auf dem Kreuztisch der
Fräsmaschine, nach einem unvermeidbaren Ausspannen, ist wichtig. Die genaue Ausrichtung einer im Stahlhalter
gespannten Bohr- und Frässpindel auf die Spindelachsenmitte der Drehmaschine, ist weiteres typisches
Anwendungsgebiet für dieses selbst zu bauende Messwerkzeug.
|
Ein winziger Schleiftisch |
31.05.2007 |
 Um kleine Teile in Form zu bringen und zum Anschleifen von Drehmeißeln und Sticheln ist es sehr
praktisch einen kleinen Schleiftisch zu haben. Wie man so etwas mit einfachen Mitteln
selbst bauen kann, sieht man hier.
Um kleine Teile in Form zu bringen und zum Anschleifen von Drehmeißeln und Sticheln ist es sehr
praktisch einen kleinen Schleiftisch zu haben. Wie man so etwas mit einfachen Mitteln
selbst bauen kann, sieht man hier.
|
Darf´s ein Hieb mehr sein? |
17.05.2007 |
 "Ich bin der Dreher Eilig, was ich nicht dreh, das feil ich."
"Ich bin der Dreher Eilig, was ich nicht dreh, das feil ich."
Es ist so weit. Dem fast fertig bearbeiteten Teil fehlt nur noch der letzte Schliff. Je nachdem, wie filigran das
Werkstück ist, kann das heikel werden. Ein falscher Hieb und die ganze Arbeit ist verdorben.
Frei Hand einen exakten Winkel zu feilen, erfordert neben viel Übung auch Talent. Wer eine
Bohrmaschine und einen Bohrständer vom Baumarkt sein eigen nennt, kann mit dieser praktischen
"Feilvorrichtung im Eigenbau" seine Modellteile sehr fein feilen.
|
Für Vielgewindeschneider |
01.05.2007 |
 Wenn man viele Gewinde bohren muss, ist ein Antrieb von Vorteil? Aber M2-Gewinde mit einem
handelsüblichen Akkuschrauber zu bohren ist fast nicht möglich. Mit einem handlichen
Kleingerät geht´s aber gut.
Wenn man viele Gewinde bohren muss, ist ein Antrieb von Vorteil? Aber M2-Gewinde mit einem
handelsüblichen Akkuschrauber zu bohren ist fast nicht möglich. Mit einem handlichen
Kleingerät geht´s aber gut.
|
Schraubstockmontierung |
25.04.2007 |
 Einen Niederzugschraubstock auf der T-Nutenplatte einer Fräse genau zu justieren, kann eine
ganz schöne Fummelei sein. Eine Montageplatte, die sich leicht selbst herstellen lässt,
kann hier helfen, im Wechsel von Montage und Demontage, immer wieder eine winklige Aufspannung zu
erzielen. Einmal mit der Messuhr genau eingestellt, lässt sich die Ausrichtung reproduzieren.
Das spart nicht nur Zeit und Arbeit, sondern stellt die Präzision der Montage sicher.
Einen Niederzugschraubstock auf der T-Nutenplatte einer Fräse genau zu justieren, kann eine
ganz schöne Fummelei sein. Eine Montageplatte, die sich leicht selbst herstellen lässt,
kann hier helfen, im Wechsel von Montage und Demontage, immer wieder eine winklige Aufspannung zu
erzielen. Einmal mit der Messuhr genau eingestellt, lässt sich die Ausrichtung reproduzieren.
Das spart nicht nur Zeit und Arbeit, sondern stellt die Präzision der Montage sicher.
|
|
