
Draaitafel - Verdeelapparaat
Chassis en Tafel
Klik om foto's te vergroten.
Het chassis is gemaakt van 5 staalplaten. (Tekening 1 tot 4) De bovenplaat is enkel millimeter groter dan de eindmaat en wordt vlak gedraaid op de draaibank om een zo vlak mogelijk oppervlak te bekomen. Boor een gat in het center en draai de opening voor de bovenste lagerhouder. Frees daarna de zijkanten juist op maat maar zorg er voor dat de lagerhouder opening in het center blijft. Boor daarna alle gaten zoals aangegeven op tekening 1. Bij het monteren van het chassis is het van groot beland dat de 5 platen perfect haaks op elkaar staan. Het is aan te bevelen om het gemonteerde chassis onderste boven op de freestafel te monteren en de onderzijde vlak na te frezen. Zo ben je er zeker van dat de boven en onderzijde volkomen parallel lopen.
De tafel draait op twee conische lagers. Het bovenste lager heeft een as diameter van 25 mm. De lagerhouder is verstelbaar opgesteld. Het onderste lager heeft een as diameter van 20 mm en is vast opgesteld. De hoofdas is gemaakt in één bewerking zodat de excentriciteit tot een minimum wordt beperkt. Draai eerst het gedeelte van 20 mm, daarna de delen van 25 en 30 mm. Stel nu de beitelslede in op 3° en draai het bovendeel conisch. Boor nu een gat van 9mm in de as en tap hierin draad van M10 x 1. Indien alles klaar is kan het deel uit de klauwplaat genomen om de lengte op maat te draaien. Laat de beitelslede op 3° staan om er zeker van te zijn dat de conische holte in de tafel precies dezelfde hoek heeft als de kop van de hoofdas.

Om de tafel te maken begin je eerst met de diameter juist op maat te draaien en de voorkant te vlakken. Draai daarna de gleuf voor de spanklemmen. Draai daarna de opening onder een hoek van 3°. Aangezien je de beitelslede hebt laten staan na het draaien van de hoofdas is dit geen probleem. De diameter moet je zodanig draaien dat de kop van de hoofdas volledig in de opening past maar aan de achterkant nog vrij zit. De tafel moet nu omgedraaid worden in de klauwplaat. Controleer met een meetklokje dat de tafel recht in de klauwplaat geklemd is. Controleer ook rondloop nauwkeurigheid. Ik heb het stuk ingespannen in de onafhankelijk vierklauw zodat ik de rondloop nauwkeurigheid perfect heb kunnen instellen. Het is wel een geduld werkje maar het loont achteraf de moeite. De tafel van mijn draaitafel heeft na montage een rondloop nauwkeurigheid van 0,01mm. Nu kan de andere zijde vlak gedraaid worden. De opnameflens moet nauwkeurig 95 mm zijn zodat een klauwplaat van 120 mm zonder speling op de tafel kan gemonteerd worden.

Om de opspanplaat te maken begin je eerst met de diameter juist op maat te draaien en de voorkant te vlakken. Draai daarna nauwkeurig de opname kraag van 95 mm. Deze moet juist gelijk zijn aan de opnamekraag van de klauwplaat. De opspanplaat moet nu omgedraaid worden in de klauwplaat. Controleer met een meetklokje dat de tafel recht in de klauwplaat geklemd is. Controleer ook rondloop nauwkeurigheid. Ik heb de opspanplaat, net zoals de tafel ingespannen in de onafhankelijk vierklauw zodat ik de rondloop nauwkeurigheid perfect heb kunnen instellen. Nu kan de andere zijde vlak gedraaid worden. Met een puntbeitel worden de 5 concentrische cirkels gedraaid. In het center wordt een opening van 14 mm diameter en 4 mm diep gedraaid die later kan dienen om een centerdoorn in te plaatsen.

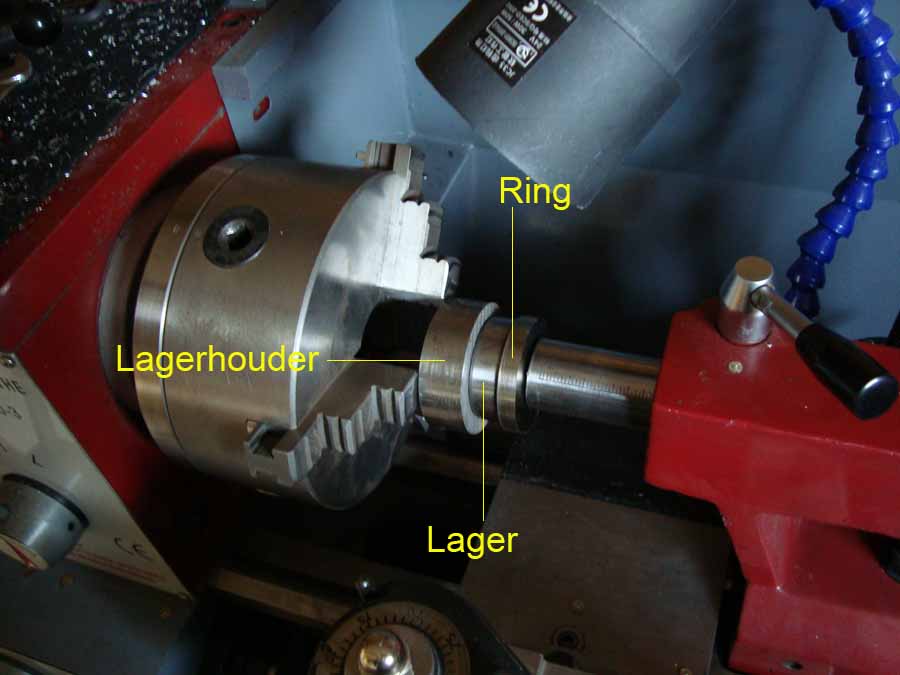
Het maken van de bovenste lagerhouder is normaal geen probleem. De opening voor de lager moet 0.01 tot 0.02 mm kleiner zijn dan de buiten diameter van de lager. De lager kan dan gemakkelijk in de lagerhouder geperst worden. Indien je, zoals ik, niet over pers beschikt kun je dit gemakkelijk op de draaibank. Plaats de lagerhouder vlak tegen klauwplaat. Plaats de lager recht voor de opening. Met de losse kop van de draaibank kun je dan de lager recht in de opening persen.
De onderste lagerhouder heb ik ook gemaakt op de draaibank. Het stuk werd ingespannen in de vierklauw. De rechthoekige buitenkant van de lagerhouder en de steunen werden gemaakt op de freesmachine.
Deze foto is enkel een voorbeeld.
De opspanbout is gemaakt van een M20 bout. Zo hoef je geen zeskant te frezen.
Omdat het moeilijk is om zonder draaitafel de gaten in de hoofdas, tafel en opspanplaat te boren kunt u gebruikmaken van het coördinaten boorplan. Hiermee kunt u op de freesmachine de gaten precies op de juiste plaats boren.