Hallo everyone
My first IC engine operates with a sleeve valve, so I wasn't in need of making cam shafts in the past. Now, being busy in the design phase of some new IC projects, I had to think about a suitable way to build my own cam shafts in future.
My plan is to make the shafts from silver steel (ore alternative a special sort of hardenable high strength free cutting steel), harden them after finishing all the turning jobs and then grind the lobes out of the full round blanks. My cam lobes won't get more rise than max. 2mm (0.08in), so grinding without pre forming them on the mill should work well enough.
After reading a lot of articles on the web I decided to build a cam grinding attachment that can be mounted on the cross table of my universal tool and cutter grinder. This self designed grinder is only a tiny table top machine, but I build engines in the scale of 1:5 (eventually 1:4) and the dimensions of the required cam shafts are just small enough to fit in the limited work space of my grinder.
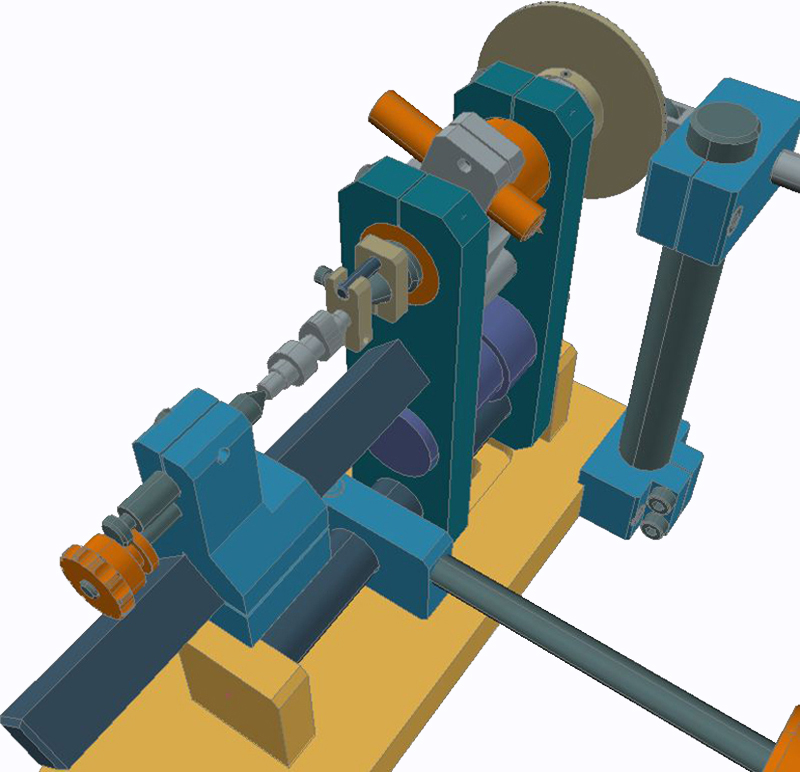
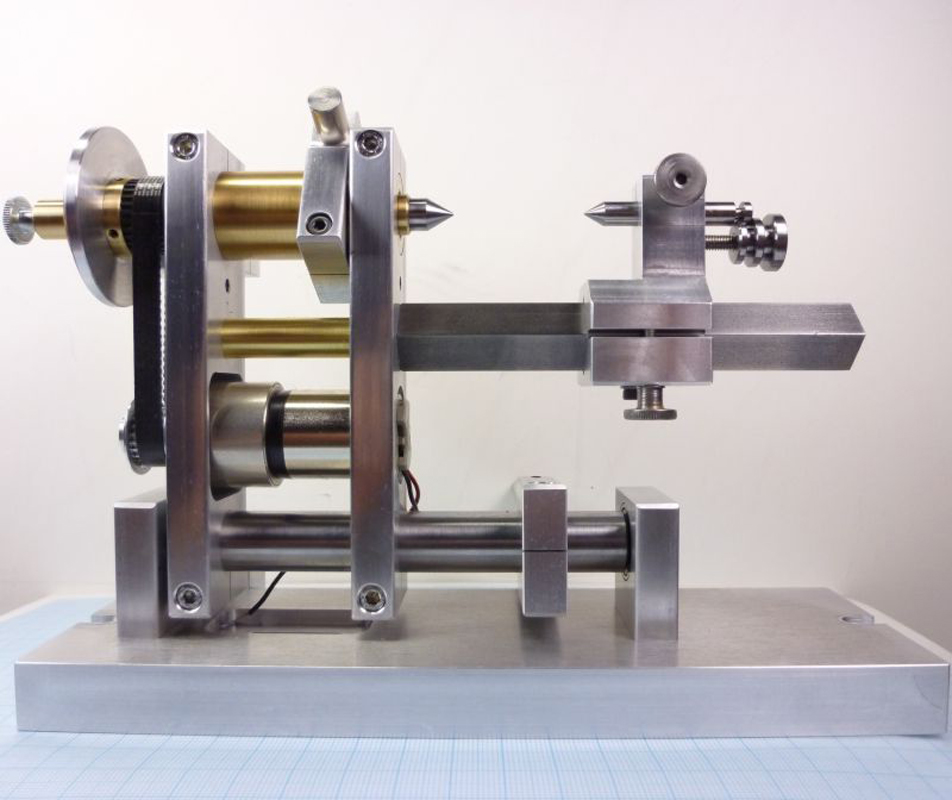
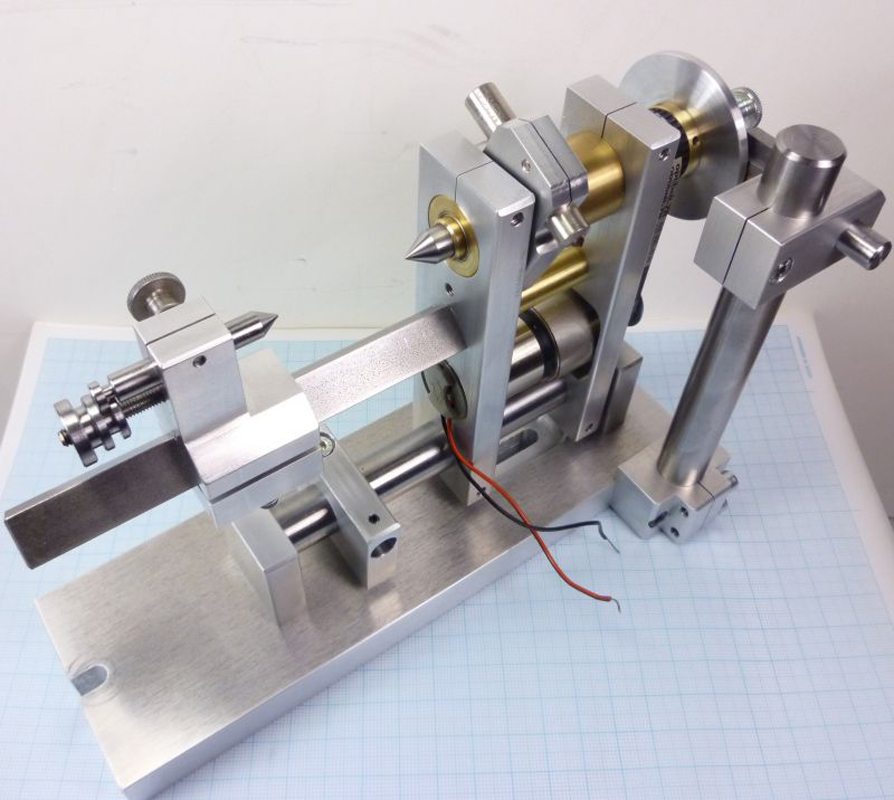
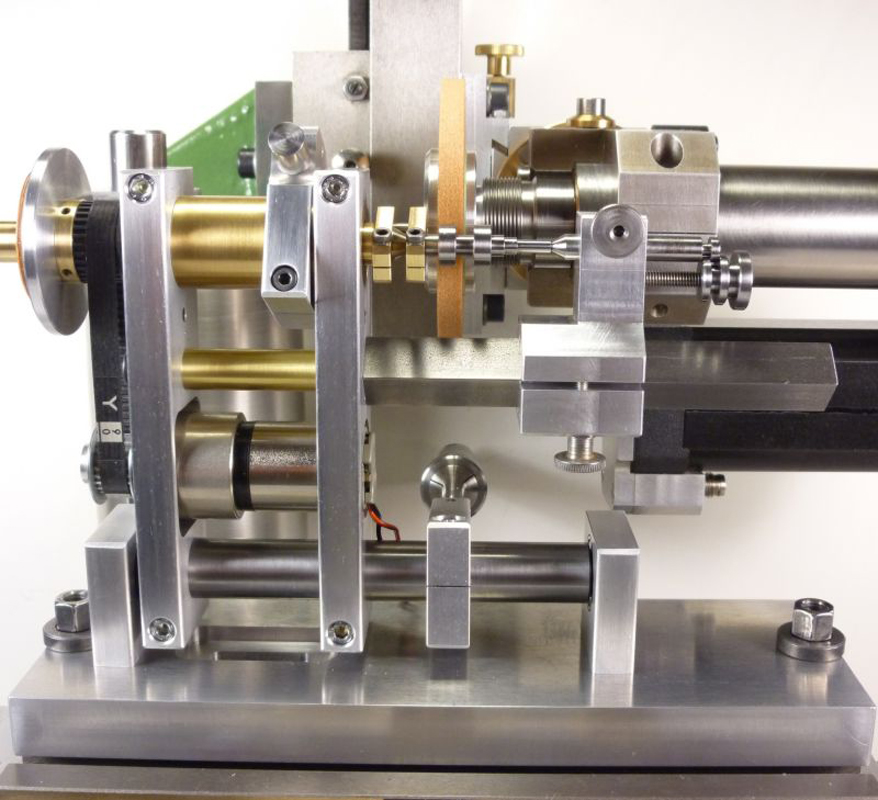
The design is based on a pivoting frame containing a headstock and an extension arm made of 15mm square steel bar which supports a small tailstock. The 8mm headstock spindle is driven by an Escap gear motor using a MXL tooth belt. So the whole construction is much like a very small (and simple) watchmaker lathe.
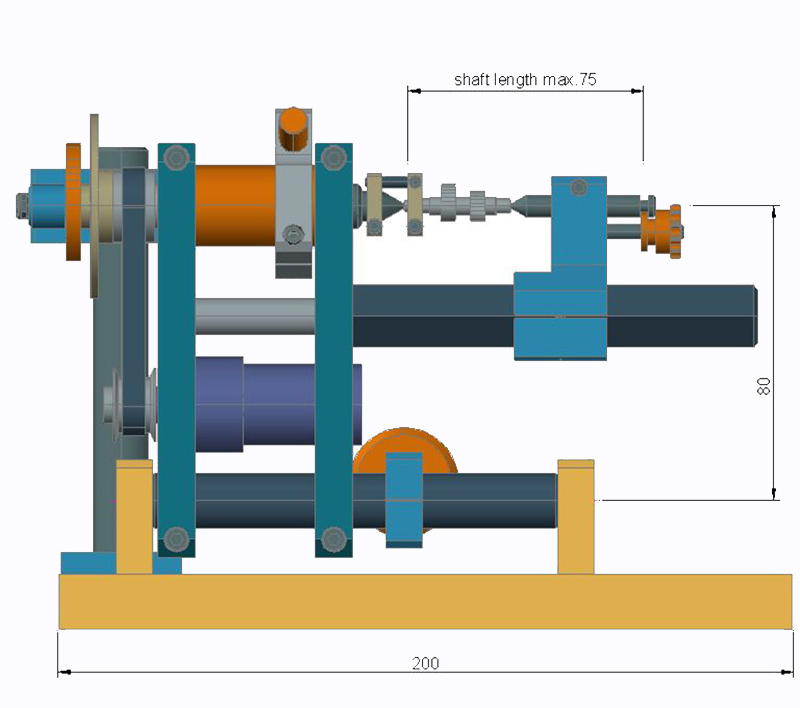
With this layout I have a maximal working length of 75mm (3in) between the cone points. The cam shafts will be fixed by a small lathe dog, so you can take them out temporarily (for measuring ore inspection) and put them back without loosing the rotary position.
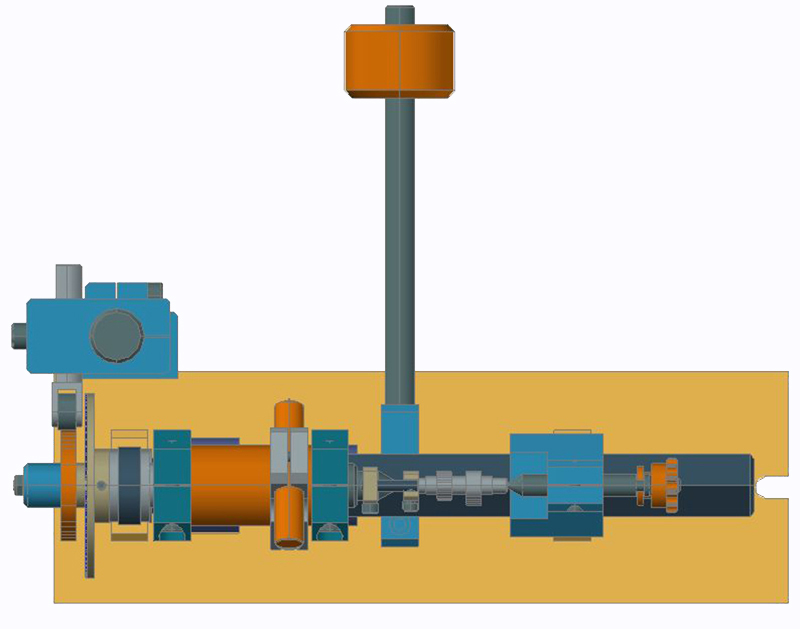
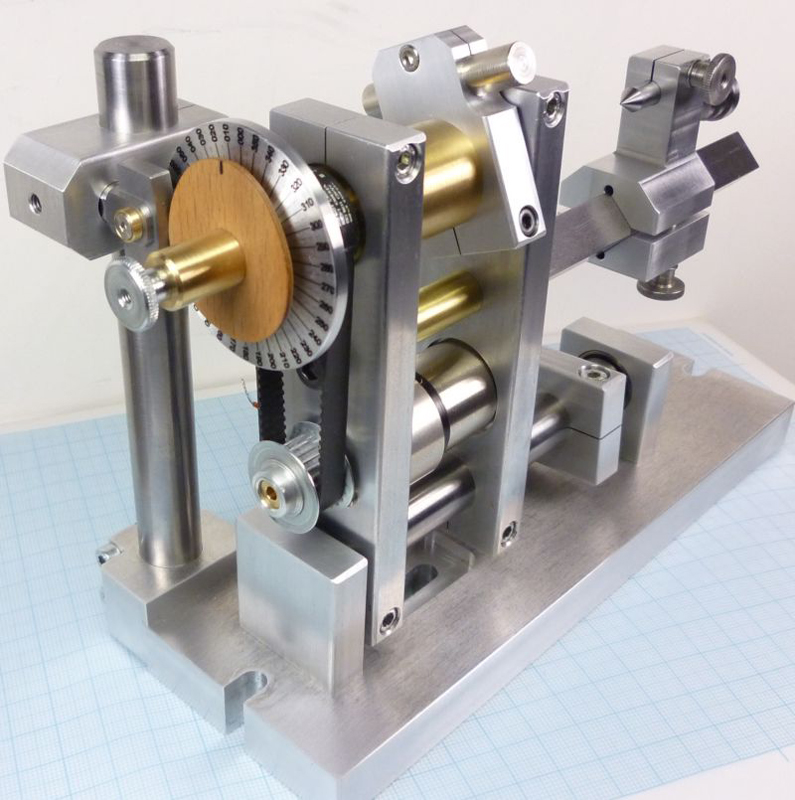
A diamond wheel dresser is placed on the head stocks midsection using an adjustable clamping fixture to assume the needed dressing angle.
Instead of using a spring load I will use a rocker arm containing an adjustable weight for pressing the master lobe against the detector curve. I think this gives me a better control of the required force as the pressure is also needed for a suitable grinding contact. If it will not work to my wishes I can switch over to a spring system later on.
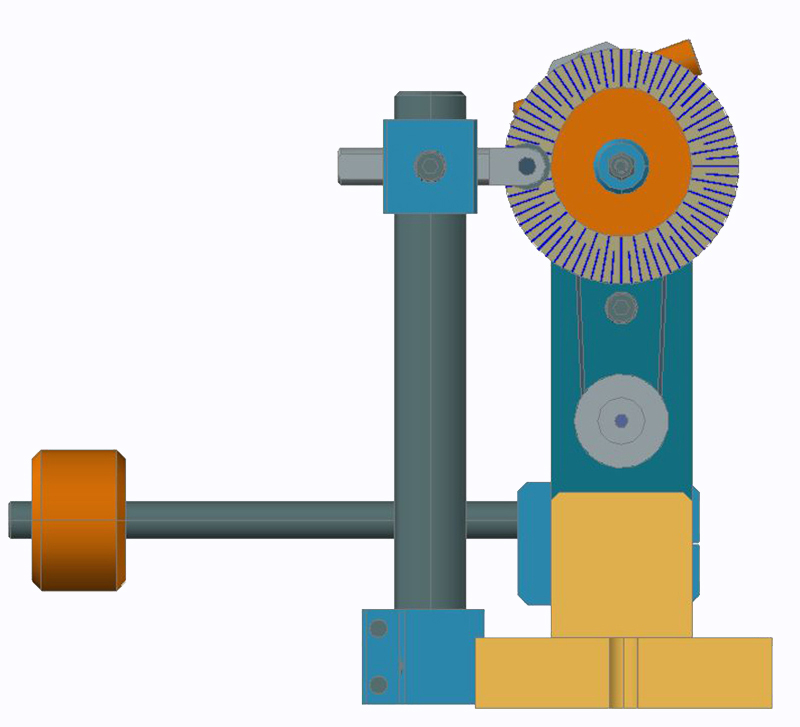
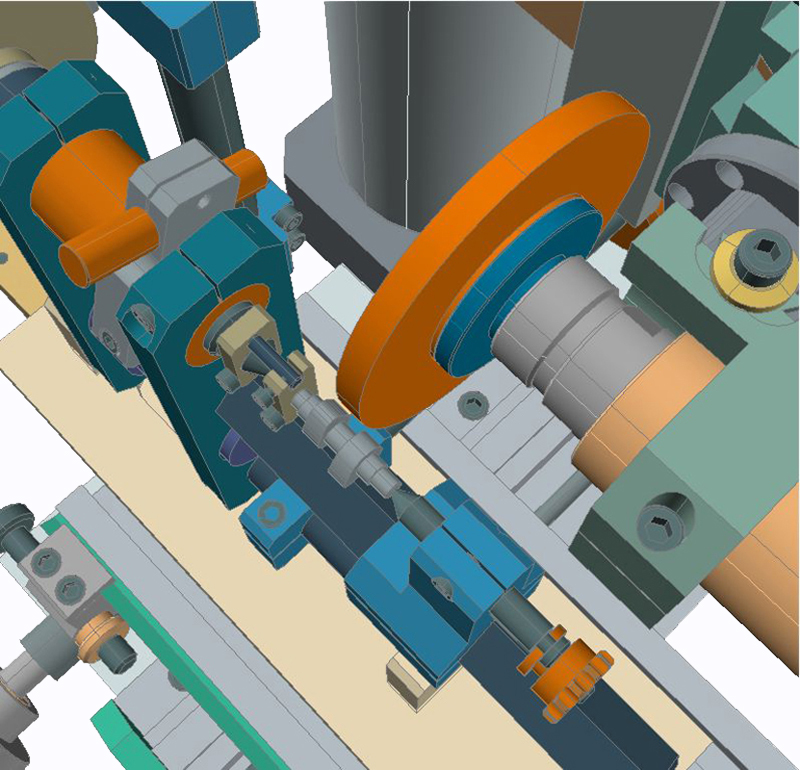
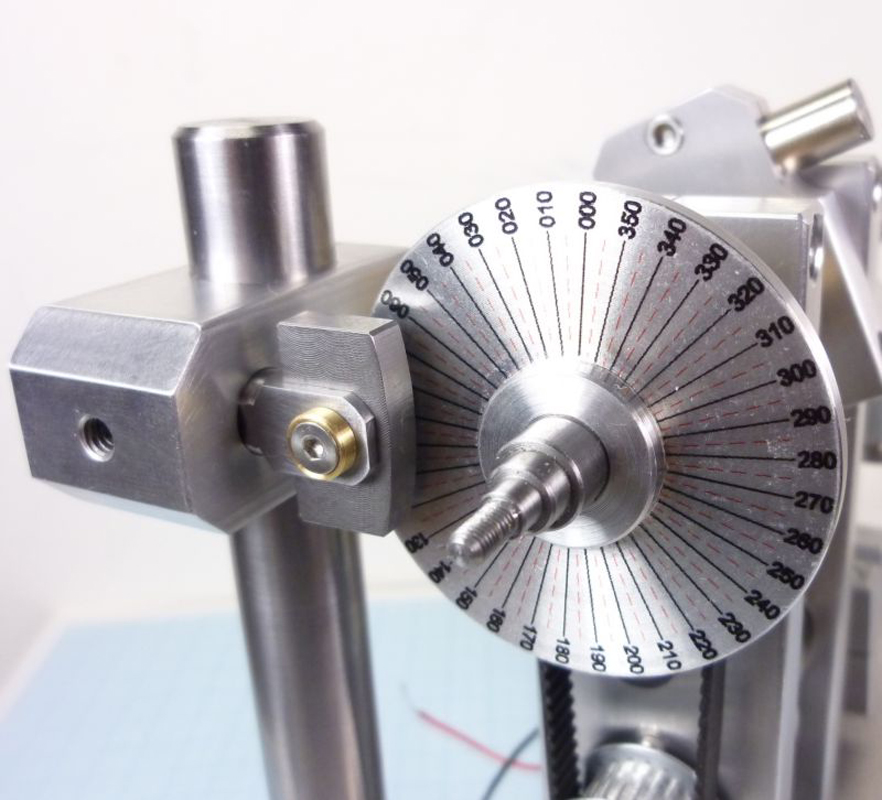
The cam shape is copied from a master lobe which is mounted on the left side in front of a division plate. With this plate I can adjust the offset on multiple lobed cam shafts.
Normally I will use a master with the same lobe rise as the finished product but with a greater main diameter, so this will be no lobe scaling system. The masters can be done in the common way on the milling machine from thicker brass sheet for example, but I think I will make them from 4mm laminate board on my CNC router.
Instead of the ball bearing as a cam follower I use a curve in the diameter of the grinding wheel now, the sampling error of such a small roll is too large which undercuts the side flanks besides the lobe tip.
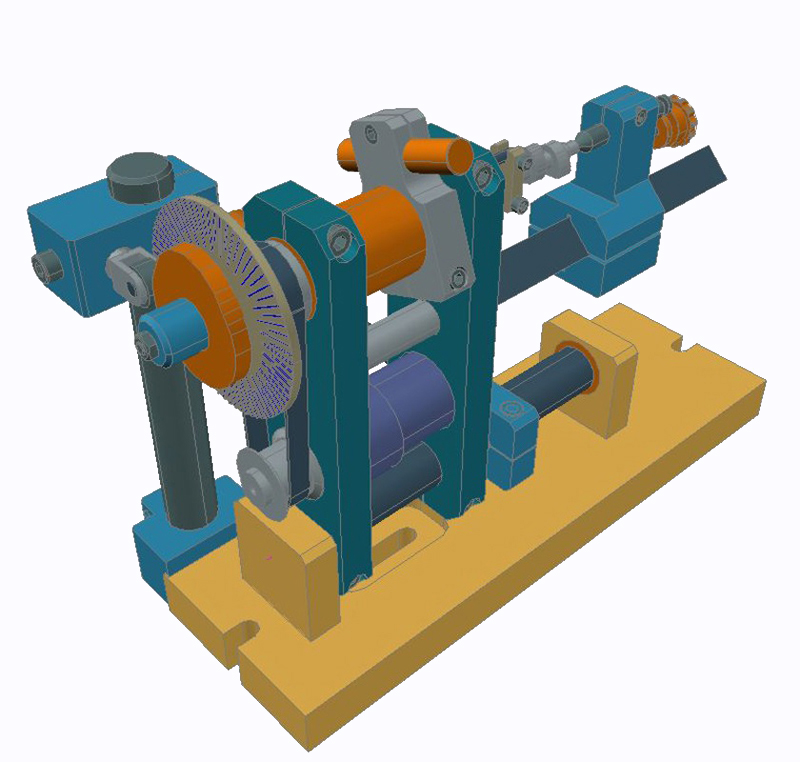
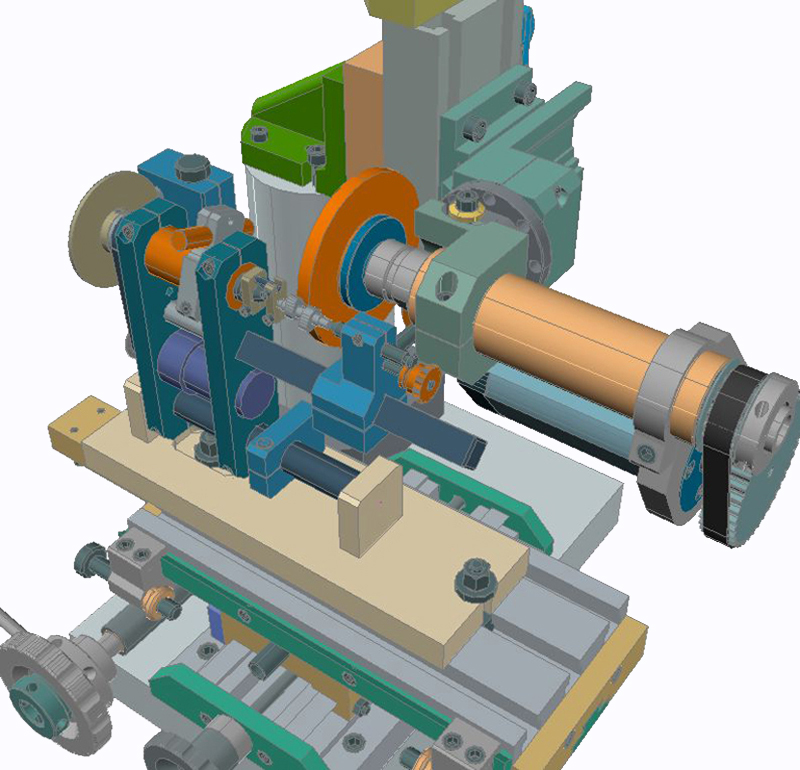
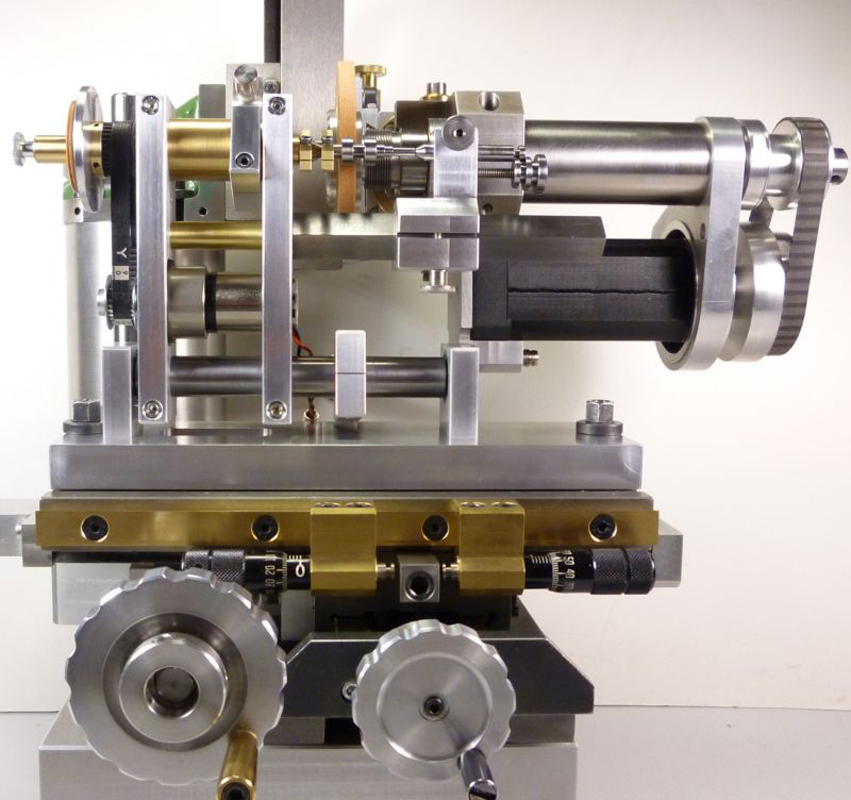
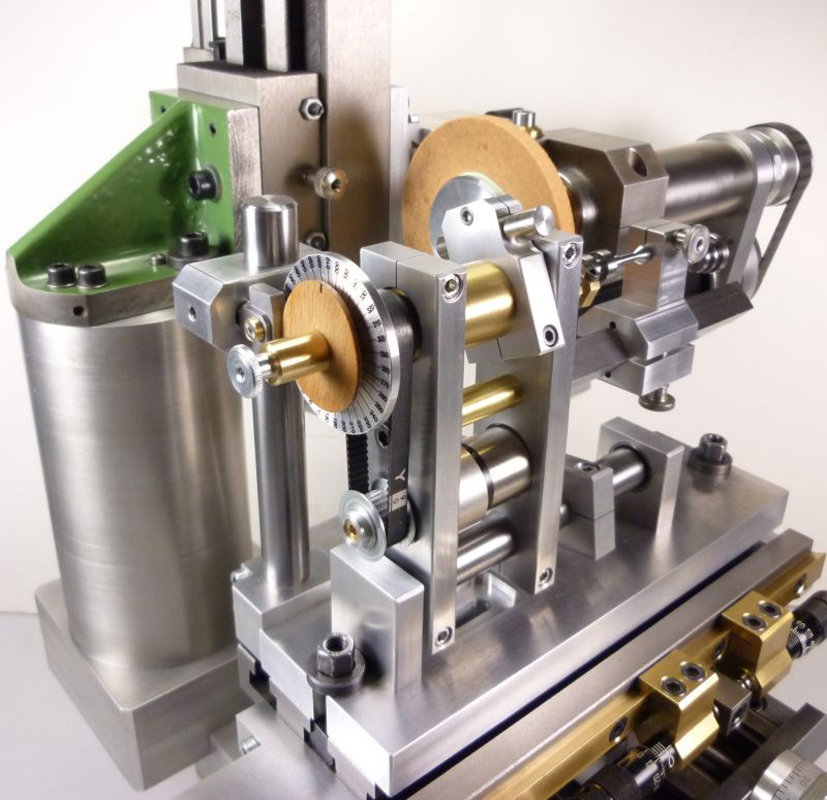
And here some impressions how the fixture fits on my grinding machine:
Sadly I'm not able to report of first grinding experiences because the fixture is not finished yet. But I started working on it some days ago, as you can see on the first rough pictures (poor quality) I could take this evening:
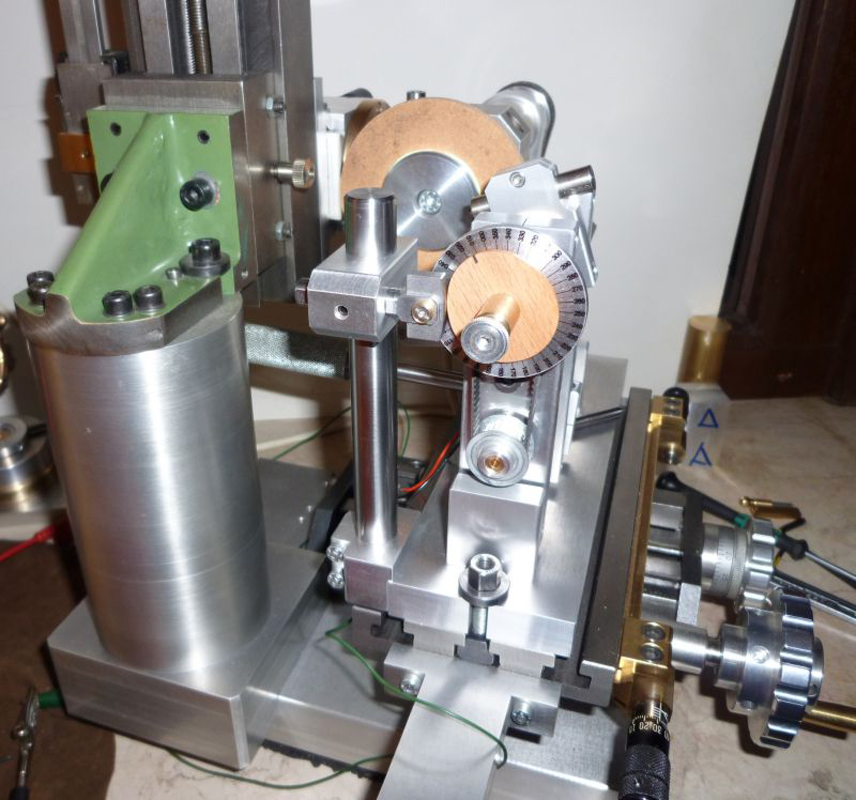

So the tailstock is the last major component to build and I will continuo this report in the next days and hope to come back with some good results on a first test cam shaft...ha ha ha..
Well, the small grinding attachment could be finished today and I was able to grind my ever first cam shaft..hooray...
But I should tell the rest of the story step by step.
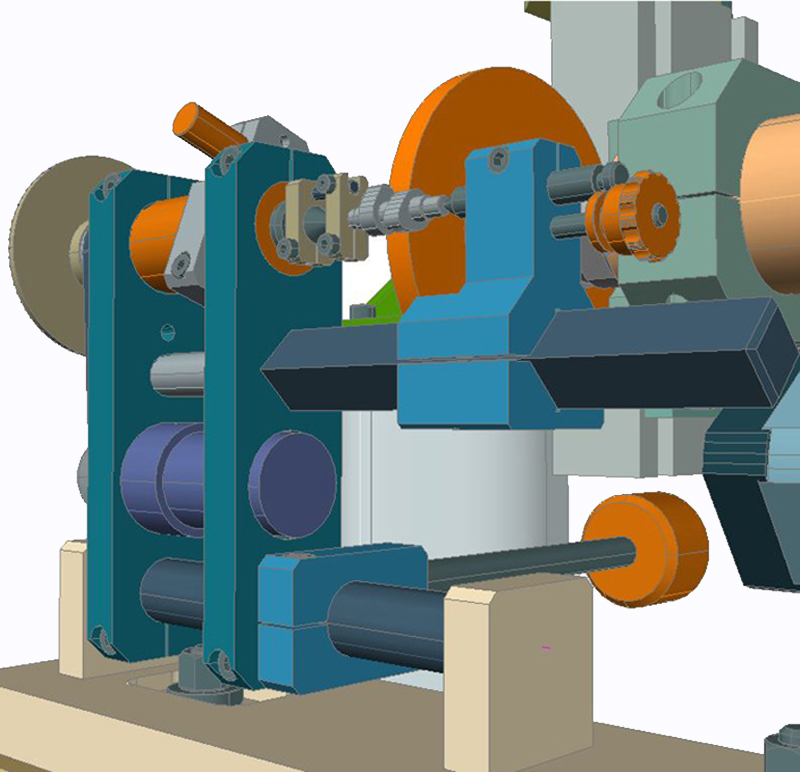
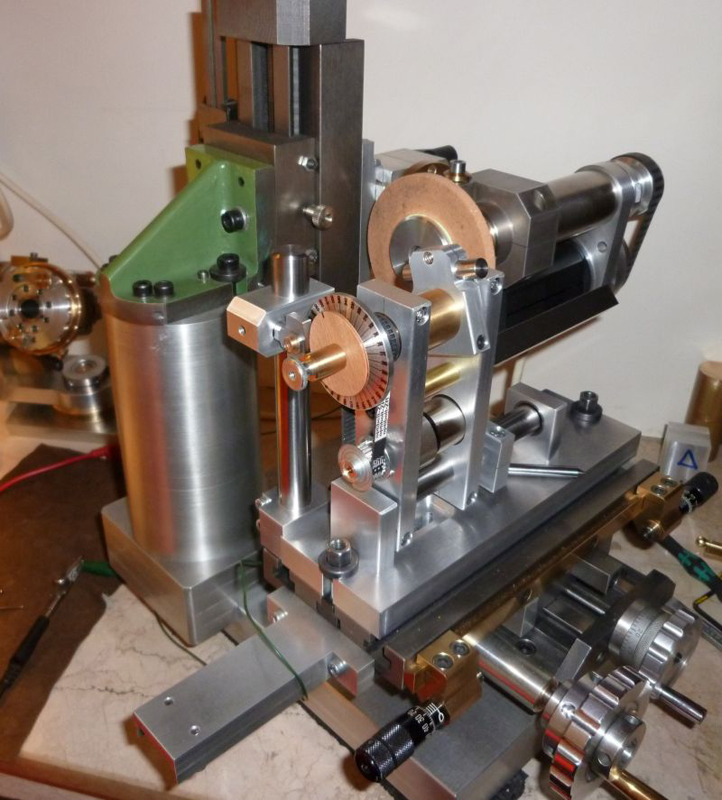
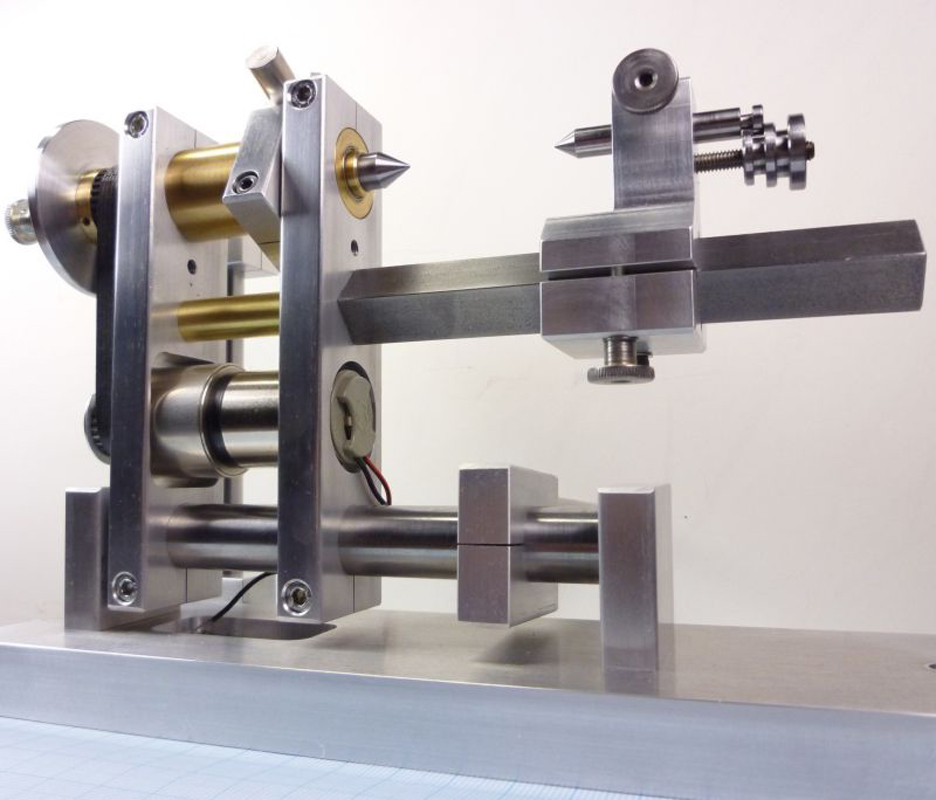
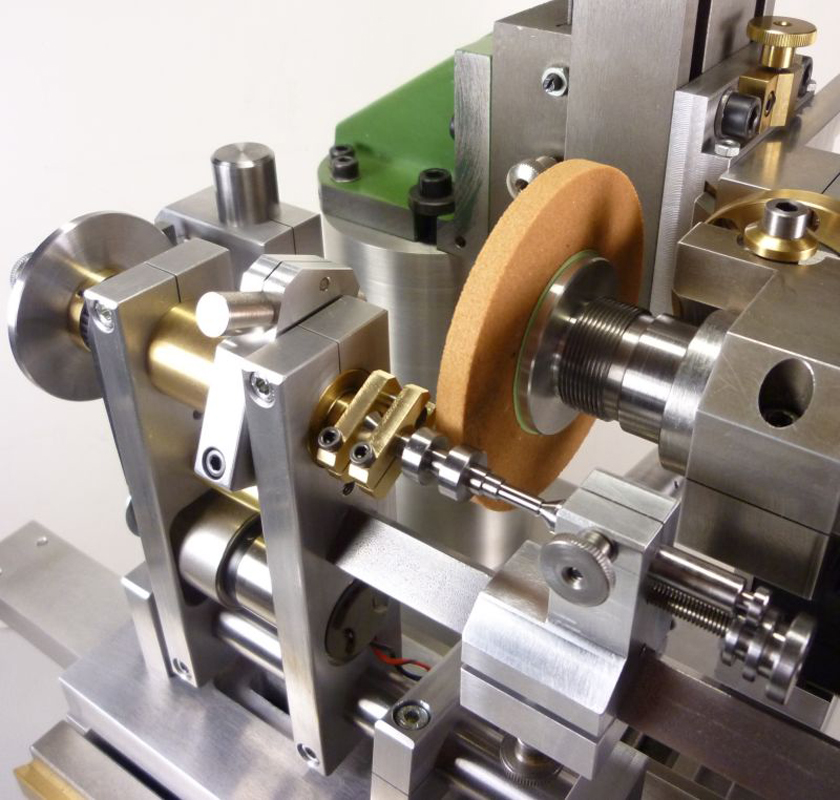
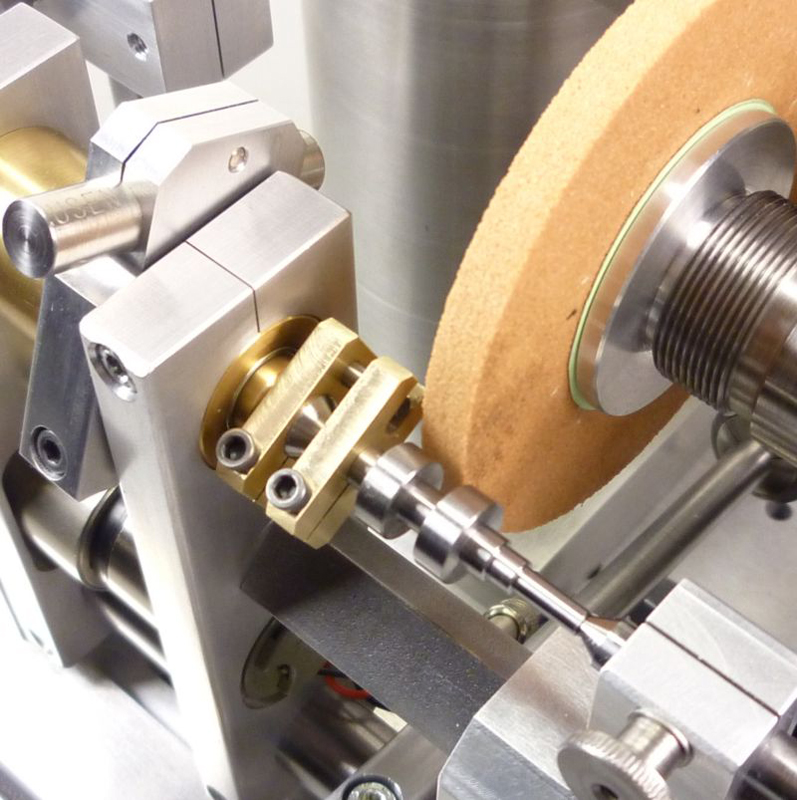
After building the missing tailstock and some other minor details the complete fixture was finally ready for operation. I think the pictures are more or less self explaining:
And here you can see how the fixture is mounted on my grinder:
This is the diamond dresser moved in its working position:

Before staining the brand new and still clean components with this evil grinding dust I made this more clinical video of the basic functions..ha ha ha..:
images/cam-grinder/cam-grinder_01.mpeg
Then, for the first grinding test, I prepared a small cam from hardenable free cutting steel (ETG100).
After harden the cam bar with the propan torch and quenching it in oil the grinding test could be started. As I still haven't build a dust extraction system the whole machine base was covered with some leather cloths so the table slides get at least a little protection.
I could say that the whole grinding process is working very well, no vibrations, very good abrasion and the machine is running very quietly.
The infeed can be done in two different ways. You can feed the cross table slowly and constantly by hand following the need of the grinding contact, this you can see on the video here:
images/cam-grinder/cam-grinder_02.mpeg
Or you can adjust the whole cam elevation at once (but leaving a small rest for the final finish and precise diameter operation) and let the machine do the work all alone. In that case the pressure against the grinding wheel is limited from the ballast lever and its suitable adjustment.
You can have a look at this sort of operation on the last video here:
images/cam-grinder/cam-grinder_03.mpeg
I must say the results are really nice, a smooth and clean surface and no problem to achieve precise measures.



The only spot of bother are some small skews on the surface. They are a result of the crooked handmade wooden master lobe that I had to use for the testing today. But this will vanish with the CNC milled masters I intend to make for the operations on the real cam shafts later on.

So one of the sticking points on the way to the new engine concept is out of way and the final designing can go on..ha ha ha..
At last a picture of the lobe profile I used today and how the scaled up master is designed after it.
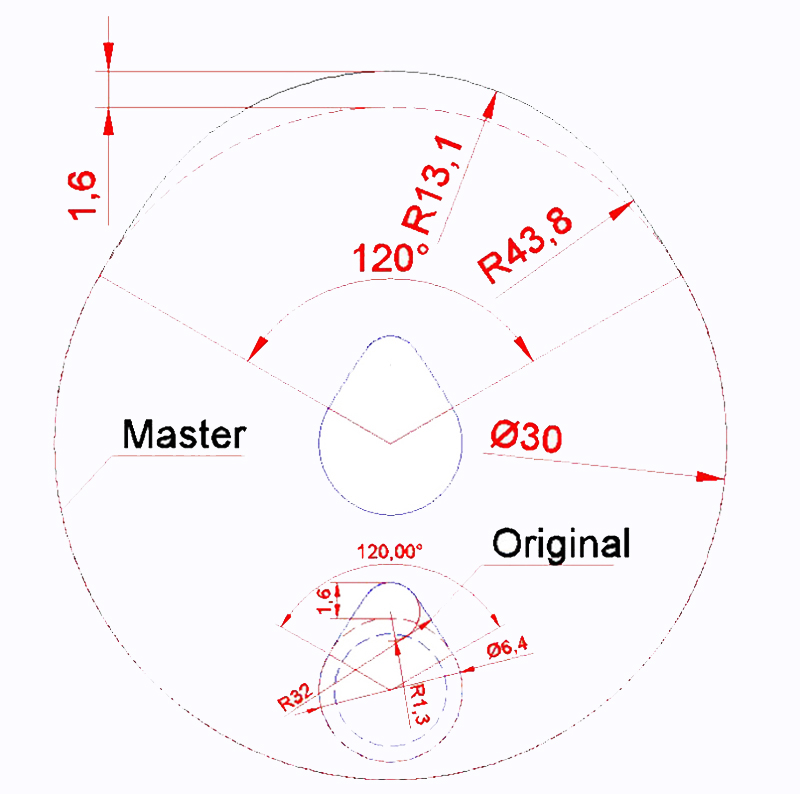
Joachim